
Статьи о CAD/CAM и ЧПУ
От замысла до изготовления: сквозное решение консорциума «РазвИТие»
- Иван Трохалин, руководитель дивизиона PLM АСКОН
 Одна из важнейших задач консорциума «РазвИТие» — создание отечественного сквозного PLM-решения, которое является не просто суммой продуктов от разных производителей, а целостным системным решением за счет интеграционных механизмов между программными продуктами и методологии совместного применения. Это позволяет предприятию или группе предприятий в составе холдинга сэкономить на внедрении программных продуктов (по сравнению с классическим подходом к созданию интеграционных механизмов и методик совместного применения). Руководитель дивизиона PLM АСКОН Иван Трохалин рассказывает об основных процессах, автоматизируемых в рамках сквозного решения консорциума «РазвИТие».
Одна из важнейших задач консорциума «РазвИТие» — создание отечественного сквозного PLM-решения, которое является не просто суммой продуктов от разных производителей, а целостным системным решением за счет интеграционных механизмов между программными продуктами и методологии совместного применения. Это позволяет предприятию или группе предприятий в составе холдинга сэкономить на внедрении программных продуктов (по сравнению с классическим подходом к созданию интеграционных механизмов и методик совместного применения). Руководитель дивизиона PLM АСКОН Иван Трохалин рассказывает об основных процессах, автоматизируемых в рамках сквозного решения консорциума «РазвИТие».Разработка и изготовление сложной машиностроительной продукции требует применения различных программных инструментов (САПР, расчетных пакетов, инструментов для проектирования технологий изготовления, анализа качества, планирования работ, диспетчеризации производства и др.). Разные компании-разработчики вкладывают свое время и компетенции в создание и развитие определенного класса программных средств, и каждый из игроков этого рынка преуспел в своей области.
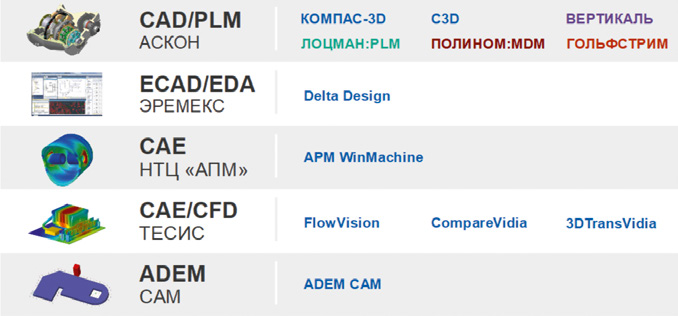
Состав продуктов консорциума
Неизбежным следствием этого является наличие ПО от различных производителей в составе автоматизированных систем предприятия. Каждое из таких программных средств требует входных данных в определенной форме и формирует результат в виде набора выходных данных. Эффективность процессов жизненного цикла изделия во многом зависит от характера взаимодействия программных компонентов между собой и технологии выполнения процессов с их использованием.
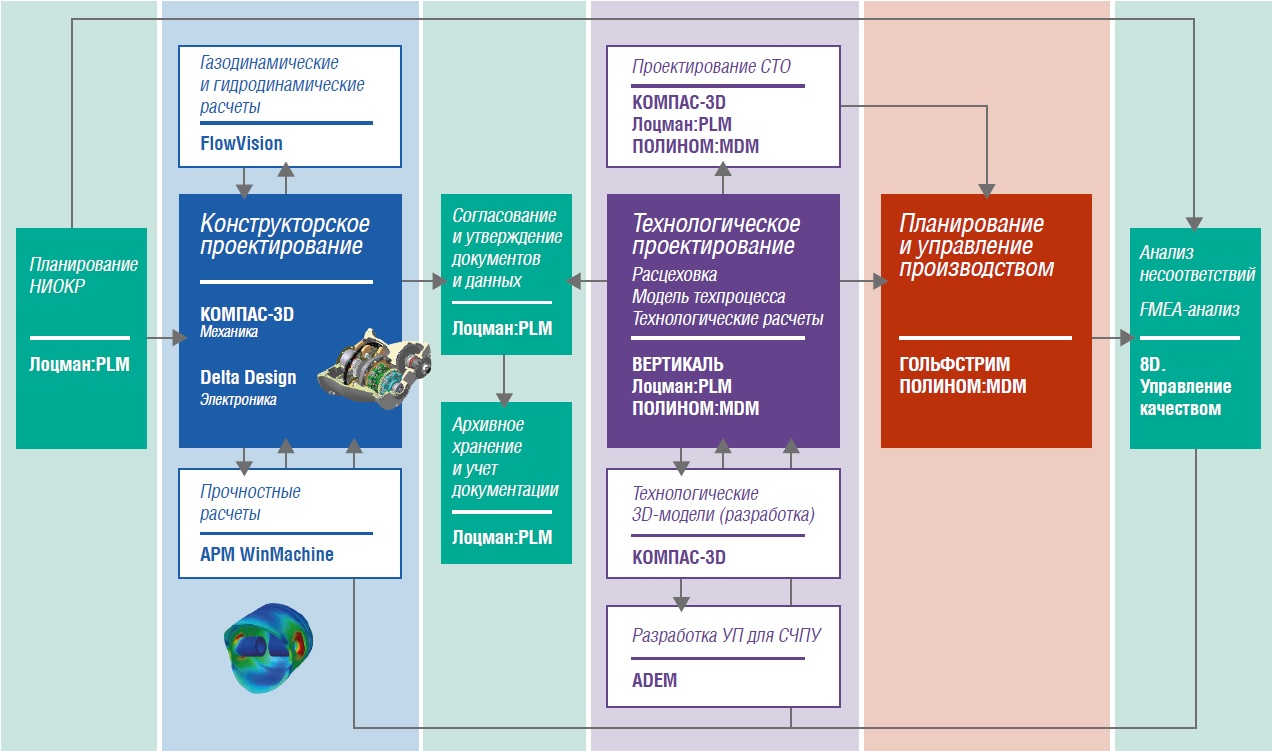
Схема автоматизируемых процессов и интеграционных связей продуктов консорциума
Планирование НИОКР

Для планирования работ в рамках НИОКР используется система ЛОЦМАН:PLM, которая обеспечивает коллективную работу над проектами, структуру взаимосвязанных работ, выдачу заданий исполнителям, а также позволяет руководителям отслеживать выполнение этих заданий. В системе имеется возможность индикации конфликтов планирования (например превышения плановых трудозатрат над доступным рабочим временем специалистов), отображения графика проекта в виде диаграммы Ганта и создания отчетов по плановым и фактическим показателям (срокам, трудозатратам).
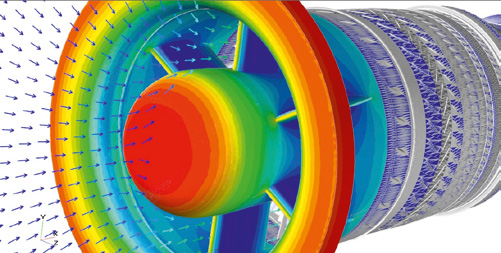
Теоретические расчеты

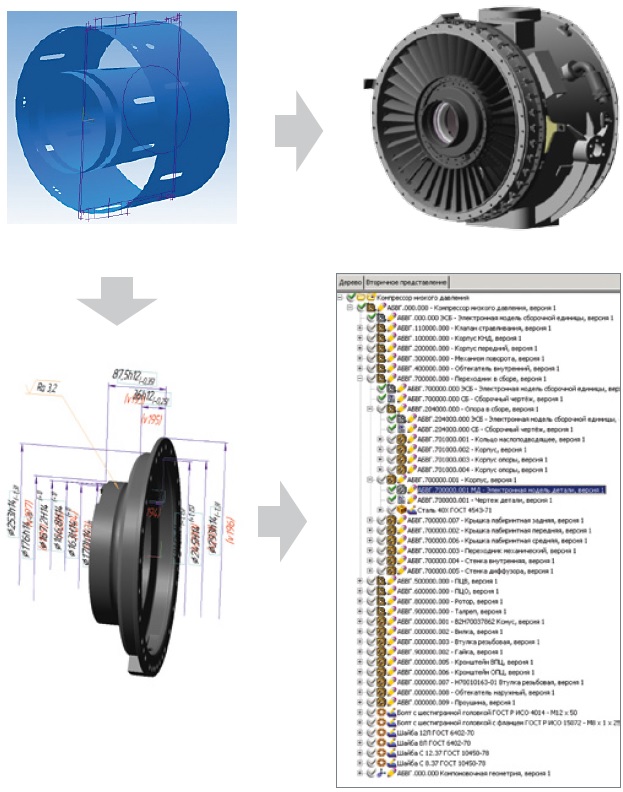
Детальному конструкторскому проектированию новых изделий предшествует работа по определению базовых параметров конструкции на основе расчетных моделей. Например, моделирование обтекания изделия или его частей потоком жидкости или газа. Результаты таких расчетов, как правило, определяют геометрическую форму основных компонентов изделия, ключевые конструктивные решения и требуемые материалы изготовления. Указанная задача может быть решена путем совместного применения программных продуктов КОМПАС-3D и FlowVision.
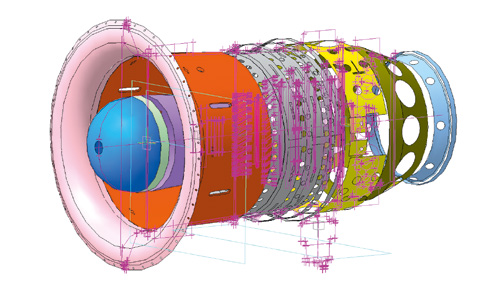
Эскизное проектирование
После нескольких итераций расчетов и оптимизации теоретической модели начинается этап эскизного проектирования изделия. В рамках этого этапа в КОМПАС-3D разрабатывается компоновка изделия. Выполняются компоновочные построения с указанием габаритов, форм поверхностей, мест крепежа, крайних положений подвижных частей. На этом же этапе определяются основные узлы изделия, требующие дальнейшего детального проектирования.
В результате формируется укрупненная структура изделия в ЛОЦМАН:PLM. На ее основании детализируется календарный план-график опытно-конструкторских работ, специалистам выдаются задания на проектирование отдельных узлов и подсистем.
Рабочее проектирование (механическая часть)
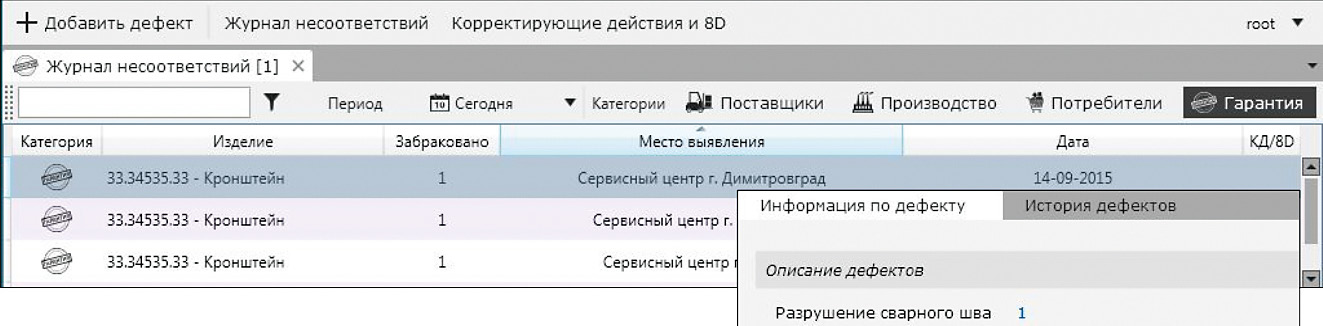
Проектирование нового изделия начинается не «с чистого листа», а с изучения имеющегося опыта — анализа отказов в эксплуатации изделий-аналогов. Цель анализа — применить конструктивные решения, заведомо исключающие появление выявленных дефектов. Для этого используется продукт АСКОН 8D.Управление качеством.
На этапе рабочей конструкторской документации конструкторы, получив задания в системе планирования, приступают к проектированию узлов в системе КОМПАС-3D. Проектирование узла или детали осуществляется «в обстановке» компоновочной геометрии, полученной конструктором вместе с заданием на проектирование. Конструктор использует компоновочную геометрию в качестве опорной при построении геометрии элементов конструкции. Это позволяет ассоциативно изменять конструкцию проектируемого узла при изменении постановки задачи (компоновки изделия), а ведущему конструктору — видеть, насколько конструкция проектируемого узла вписывается в общую конструкцию изделия, выявлять конфликты и несоответствия и вовремя корректировать постановку задачи. В ходе проектирования применяются возможности твердотельного и поверхностного моделирования. Проектирование отдельных видов узлов и деталей осуществляется с использованием специализированных прикладных приложений КОМПАС-3D, таких как Валы и механические передачи, Пружины, Металлоконструкции, Трубопроводы, Кабели и жгуты и т. п. Для назначения материалов изготовления, добавления стандартных и покупных изделий используется единая система управления нормативно-справочной информацией ПОЛИНОМ:MDM. А в ЛОЦМАН:PLM конструктор может найти и заимствовать готовые компоненты.
Рабочее проектирование (приборостроительная часть)
Проектирование изделий, включающих в себя печатные узлы и кабельно-жгутовые соединения, требует коллективной работы конструкторов механической части и радиоэлектронной аппаратуры, а также совместного применения программных инструментов MCAD и EDA/ECAD.
Печатная плата проектируется в EDA-системе Delta Design. Схемотехник разрабатывает схему электрическую принципиальную. Конструктор печатного узла создает на ее основе топологическую модель печатного узла (размещает на плате компоненты и производит трассировку соединений между ними), используя полученный от конструктора прибора контур печатной платы.
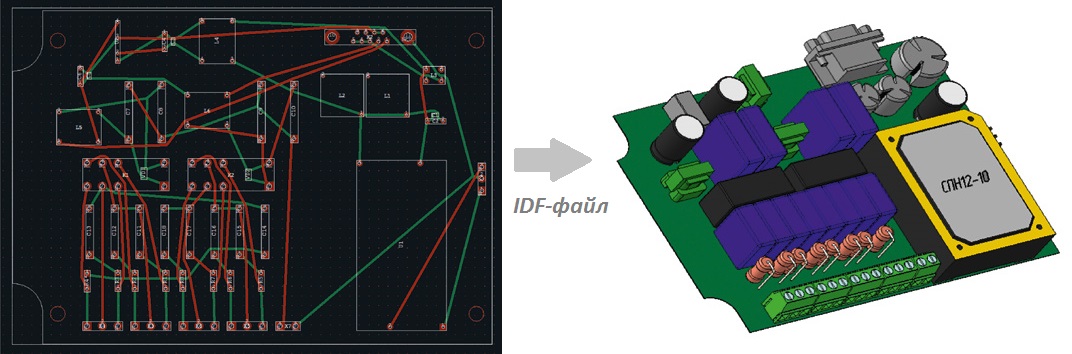
С помощью специального конвертера в составе КОМПАС-3D на основе топологической модели печатной платы автоматически формируется 3D-модель платы, содержащая габаритные или реалистичные модели компонентов. Конструктор прибора добавляет в модель платы дополнительные механические компоненты (стойки, лепестки, кронштейны) из базы данных ЛОЦМАН:PLM или из справочника стандартных изделий в ПОЛИНОМ:MDM, размещает 3D-модель печатного узла в пространстве модели прибора.
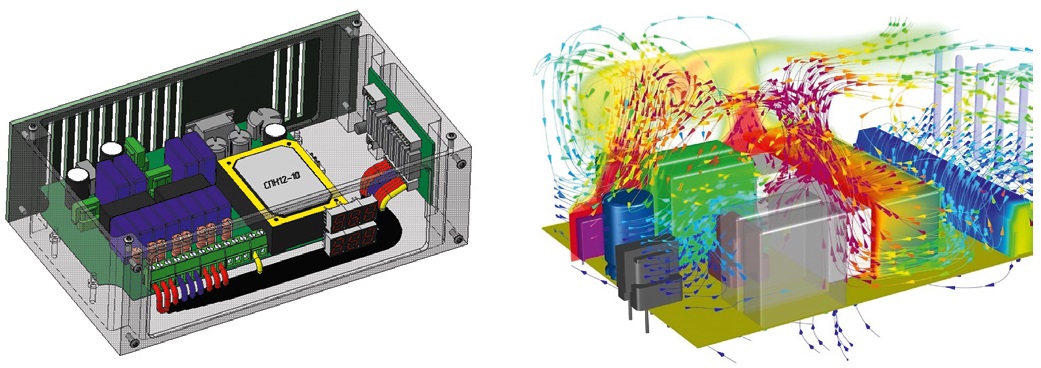
После этого конструктор приступает к проектированию кабельно-жгутовой обвязки. С помощью приложения Кабели и жгуты в КОМПАС-3D он прокладывает траектории кабелей и жгутов внутри корпуса прибора, а также между отдельными блоками и приборами в основном изделии. Приложение позволяет автоматически позиционировать кабельные части соединителей по их блочным частям согласно схеме, создать 3D-модели и сборочные чертежи кабелей и жгутов, проходящих по трассам, рассчитать условные диаметры кабелей, генерировать скругления, подсчитать длины проводников.
Электронная модель прибора, полученная из КОМПАС-3D, передается в расчетный пакет FlowVision. Из базы данных ЭРИ системы DeltaDesign в FlowVision передаются параметры тепловыделения (материалы и рассеиваемая мощность) отдельных компонентов, размещенных на плате. После этого в FlowVision запускается расчет тепловых режимов. На основе полученной информации конструктор может оптимизировать конструкцию корпуса для достижения заданных показателей теплообмена, например предусмотреть наличие вентиляционных отверстий.
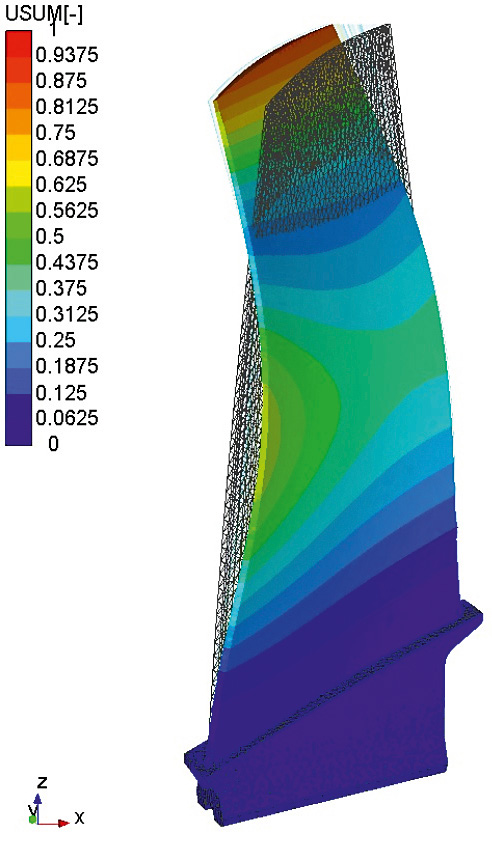
Прочностные расчеты

В решении предусмотрено два варианта проведения расчетов прочности:
- Экспресс-расчеты отдельных деталей или узлов можно проводить, не закрывая КОМПАС-3D, — во встроенном приложении APM FEM от компании НТЦ «АПМ». Оно позволяет прямо в среде КОМПАС-3D подготовить модель к расчету, задать граничные условия, генерировать конечно-элементную сетку, выбрать тип расчета и запустить, собственно, экспресс-расчет.
- Если необходимо провести расчет сложного узла или изделия в целом (в том числе с использованием вычислительных мощностей суперкомпьютеров), то более эффективным будет применение автономного расчетного пакета APM WinMachine. Геометрию из КОМПАС-3D можно передать в APM WinMachine в формате STEP.
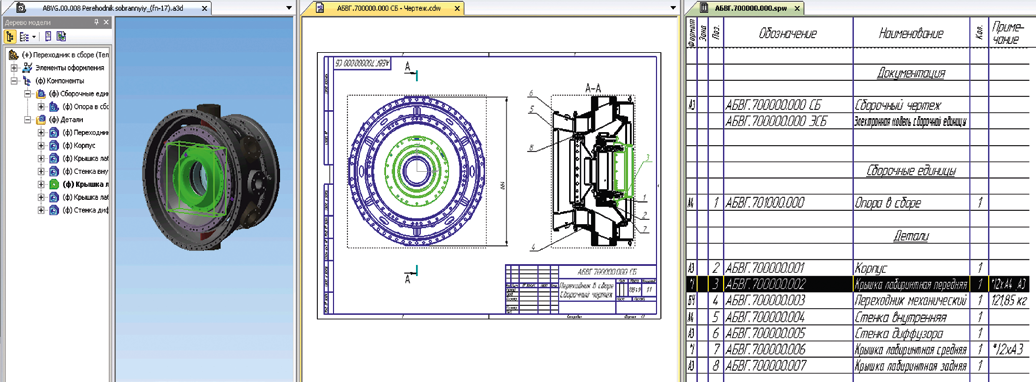
Оформление конструкторской документации

На основе разработанной электронной модели изделия формируются ассоциативно связанные с моделью чертежи в соответствии с требованиями стандартов серии ЕСКД. Чертежи имеют ассоциативную связь с 3D-моделью и могут быть автоматически перестроены при ее изменении.
С помощью встроенного в ЛОЦМАН:PLM формирователя отчетов конструкторы получают различные текстовые документы на основе информации, содержащейся в электронной структуре изделия, например конструкторскую спецификацию, ведомость покупных изделий, перечень элементов и т. п.
При формировании комплекта документации учитываются требования ЕСКД по отражению информации об особенностях конструкции в различных видах документов. Это позволяет снизить трудоемкость оформления КД. Например, информация о допустимых заменах составных частей в составе сборочной единицы задается на уровне электронной структуры изделия, а затем автоматически попадает в спецификацию в виде указаний о допустимых заменах в графе «Примечание».
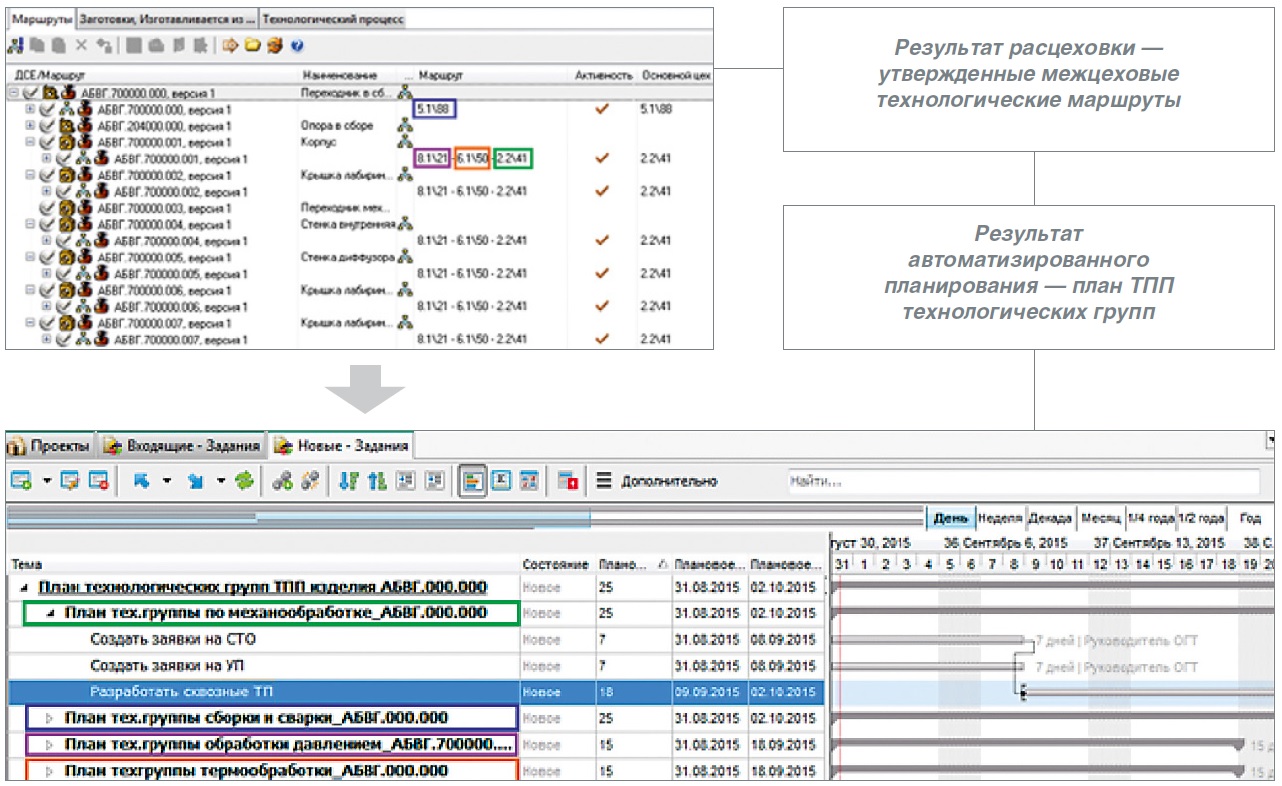
Планирование работ ТПП
Как правило, первая задача в рамках укрупненного плана ТПП — сформировать межцеховые технологические маршруты. В рамках ее выполнения технологи по расцеховке с помощью модуля ЛОЦМАН:PLM Технология задают последовательности прохождения деталей и сборочных единиц по производственным цехам, формируя таким образом межцеховые маршруты для каждого компонента в электронной структуре изделия.
Модуль ЛОЦМАН:PLM Технология позволяет автоматически сформировать планы работ цеховых технологических бюро на основании данных межцеховых технологических маршрутов. Аналогичным образом можно сформировать план работ бюро проектирования оснастки или бюро разработки УП на основании поданных заявок на проектирование СТО и разработку УП.
Проектирование технологии изготовления
Получив задание на технологическое проектирование по конкретному перечню деталей и сборочных единиц, технологическое бюро приступает к разработке технологических процессов. Для этого применяется система ВЕРТИКАЛЬ, которая позволяет:
- проектировать технологические процессы в виде иерархической структуры из операций, переходов, оборудования, профессий, оснастки и др. технологических объектов;
- связывать параметры технологического процесса с отдельными параметрами геометрических элементов 3D-модели. При изменении 3D-модели параметры техпроцесса изменяются ассоциативно (например, текст технологического перехода, содержащий размеры геометрических элементов конструкции детали);
- рассчитывать режимы обработки, а также материальные и трудовые затраты на производство;
- формировать комплекты технологической документации в соответствии с требованиями ЕСТД, а также по формам, используемым на предприятии;
- вести параллельное проектирование сложных и сквозных техпроцессов группой технологов в реальном режиме времени;
- формировать заявки на проектирование специальных средств технологического оснащения и создание управляющих программ для станков с ЧПУ.
Различные технологические приложения АСКОН позволяют производить как укрупненное, так и точное нормирование трудовых затрат и материалов, рассчитывать режимы обработки (резания, сварки). Нормирование трудозатрат осуществляется на основе алгоритмов, заложенных в базовую поставку (укрупненных машиностроительных нормативов) или на основе алгоритмов, применяемых на предприятии.Нормирование материалов также осуществляется на основе настраиваемых алгоритмов расчета. Режимы резания и сварки рассчитываются на основе информации о применяемых материалах, оборудовании, различных поправочных коэффициентов и параметров. Результаты расчетов передаются в модель технологического процесса, позволяя формировать документацию в соответствии с требованиями ГОСТ.
После завершения разработки модели технологического процесса содержащиеся в ней данные передаются в ЛОЦМАН:PLM для последующего формирования сводных ведомостей и передачи информации в смежные системы(MES/ERP).
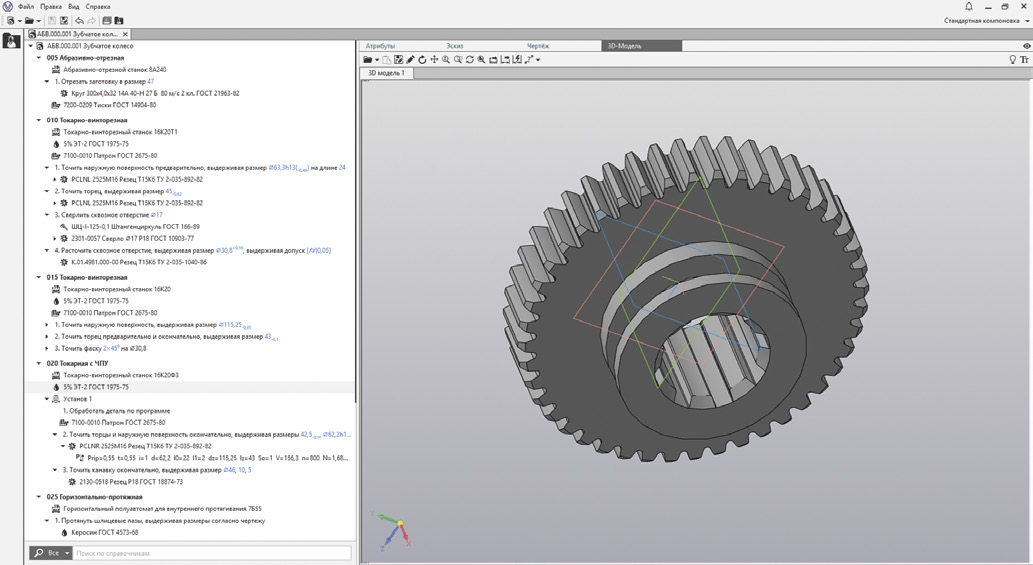
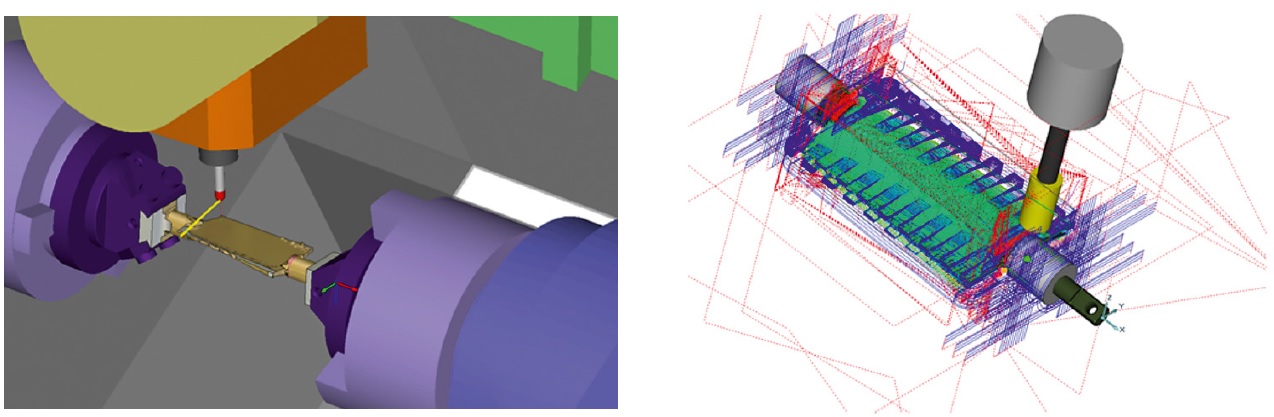
Разработка управляющих программ для станков с ЧПУ
Технолог, разрабатывающий сквозной технологический процесс на изготовление детали, создает операцию ЧПУ-обработки и передает ее на проработку технологу-программисту ЧПУ. Технолог-программист загружает 3D-модель заготовки и целевую 3D-модель детали в формате КОМПАС-3D в ADEM CAM, выбирает оборудование и инструмент, запускает модуль CAM-Expert. Данный модуль распознает конструктивные элементы модели детали, подбирает инструмент, определяет зоны и установы, режимы обработки, формирует стратегию обработки. Система позволяет автоматически рассчитать траекторию обработки, сгенерировать управляющую программу и смоделировать обработку с учетом виртуальной модели станка и инструмента на основе полученной управляющей программы для конкретного станка (и его стойки).
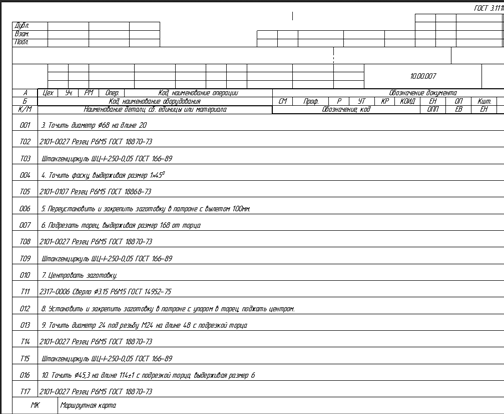
Оформление технологической документации
Итак, мы разработали модель технологического процесса со всеми необходимыми сведениями для производства изделия и сохранили ее в ЛОЦМАН:PLM. Теперь можно сформировать комплект технологической документации. Комплект документов технологического процесса формируется в системе ВЕРТИКАЛЬ, в базовой поставке которой есть большинство форм документов, предусмотренных ГОСТ серии ЕСКД (технологических карт и ведомостей). Встроенный формирователь отчетов позволяет создавать новые отчетные формы и алгоритмы отбора данных для размещения в форме по требованиям предприятия практически любой сложности.
Комплект технологических документов на изделие может включать документы, содержащие сведения не только из единичного техпроцесса, но и сводную технологическую информацию по всем компонентам изделия. Как правило, это различные ведомости, например ведомость специфицированных норм расхода, ведомость материалов, ведомость маршрутов и т. д. Документы сохраняются в системе ЛОЦМАН:PLM в привязке к элементам электронного описания изделия (изделия, техпроцесса).
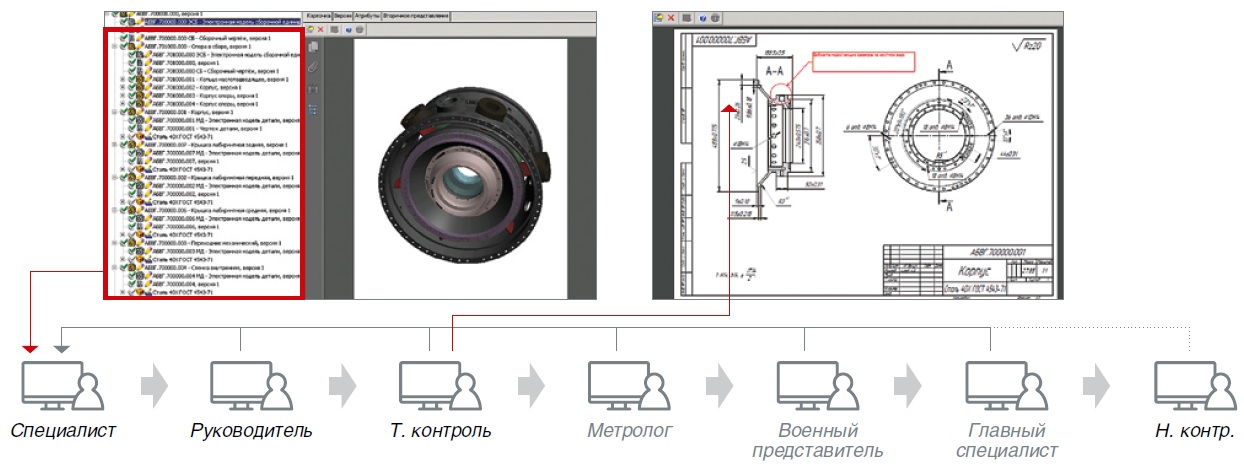
Согласование документов и данных
После завершения разработки комплектов конструкторских или технологических документов необходимо придать им соответствующий статус, позволяющий использовать их для производства продукции. Методология применения сквозного решения консорциума «РазвИТие» предполагает два сценария:
- Подлинником является электронный документ, подписанный электронными подписями (или собственноручными подписями на информационно-удостоверяющем листе) уполномоченных лиц в соответствии с их характером работ и ролью в процессе согласования и утверждения.
- Подлинником является документ на бумажном носителе, подписанный собственноручными подписями должностных лиц. В ЛОЦМАН:PLM при этом отслеживаются статусы согласования соответствующих документов путем подписания простыми электронными подписями электронных оригиналов документов.
- WorkFlow. Последовательности выдаваемых в электронной форме заданий на согласование документов, содержащих ссылки на электронные документы в системе;
- Вторичное представление документов. Механизм, обеспечивающий просмотр содержимого документов без необходимости их открытия в программе-инструменте, непосредственно в окне ЛОЦМАН:PLM. Данный механизм также позволяет производить рецензирование документов с использованием графических и текстовых пометок;
- Электронная подпись. Механизм, обеспечивающий контроль авторства и целостности документа. Авторство означает возможность гарантированно установить личность подписавшего документ. Целостность означает возможность гарантированно установить неизменность документа после его подписания должностным лицом. ЛОЦМАН:PLM позволяет применять как простую, так и усиленную электронную подпись, в соответствии с классификацией электронных подписей, приведенной в Федеральном Законе N 63-ФЗ.
Регистрация, хранение, выдача и абонентский учет документов
После того как документ утвержден, он должен быть выпущен. Процедура выпуска означает его постановку на учет и придание соответствующего статуса, имея который можно с уверенностью сказать, что документ может быть использован участниками процессов ЖЦИ для тех или иных целей (например для производства). Выпуском документов на предприятиях, как правило, занимается служба архива или бюро технической документации. Кроме выпуска, служба архива осуществляет учет выдачи документов потребителям, отслеживает изменения документов и осуществляет замену выданных документов на актуальные.
Для повышения эффективности решения этих задач в ЛОЦМАН:PLM предусмотрена соответствующая подсистема ЛОЦМАН: PLM Архив, которая позволяет:
- регистрировать документы в различной форме представления (на бумажном носителе, электронные), из различных источников (собственной разработки, от внешних организаций) и в различном статусе (подлинник, дубликат, копия);
- осуществлять учет выдачи документов потребителям (абонентам) по их заявкам;
- регистрировать изменения документов, поставленных на учет;
- оповещать абонентов об изменении документов;
- фиксировать факт возврата документов потребителем;
- осуществлять учет передачи документов внешним организациям.
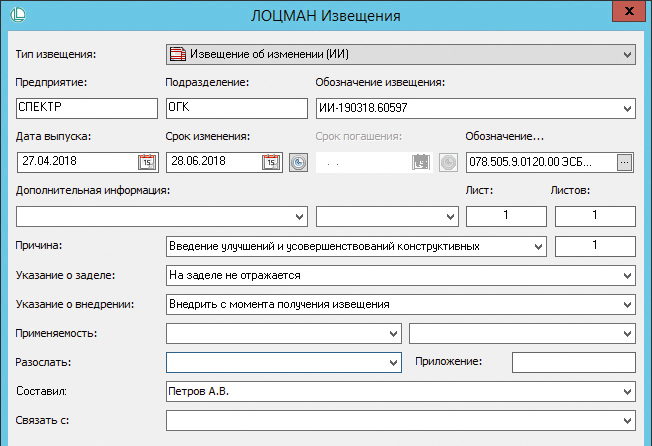
Инженерные процессы, как правило, не обходятся без изменений. Необходимо улучшать конструкцию изделия и технологию его изготовления, устранять ошибки проектирования и отвечать на рекламации эксплуатирующих организаций. Подсистема проведения изменений в ЛОЦМАН:PLM позволяет создавать новые версии информационных объектов и документов, оформлять изменения с помощью извещений об изменении или на основе записей в журнале изменений, формировать предварительные извещения на заводах-изготовителях и погашать их. Процесс внесения изменений соответствует требованиям ГОСТ 2.503.
Передача данных об изделии в производство
Электронное описание изделия содержит данные, относящиеся к типовой конструкции изделия, или, другими словами, описание виртуального продукта и виртуального процесса его изготовления. Эти описания являются необходимыми нормативными данными для систем управления производством (MES или модулей в составе ERP), так как именно по ним система управления производством «понимает», какие нужно закупить материалы и комплектующие, какие компоненты необходимо изготовить, какие ресурсы для этого потребуются (оборудование, рабочие, материалы, средства технологического оснащения), какова последовательность выполнения операций технологического процесса. Поэтому очень важной задачей в рамках процессов ЖЦИ является задача интеграции PDM- и ERP-систем.
Модели данных и особенности функционирования PDM и ERP-систем могут очень сильно различаться на различных предприятиях, поэтому в составе Комплекса решений АСКОН предусмотрен инструмент «ЛОЦМАН:PLM Интеграционная шина предприятия», который позволяет гибко конфигурировать правила выгрузки данных из БД ЛОЦМАН:PLM для передачи в смежные системы или загрузки данных в нее. Инструмент позволяет как формировать правила выгрузки визуальными средствами, так и реализовывать сложную логику с помощью процедур на языке SQL или динамически подключаемых библиотек. Кроме того, есть возможность автоматически выгружать только измененные с момента последнего экспорта данные по расписанию (например ночью, чтобы не создавать повышенную нагрузку на БД во время работы пользователей).
Управление производством
После завершения разработки и утверждения документов данные об изделии и технологии его изготовления передаются в систему производственного планирования и управления. В решении консорциума «РазвИТие» роль такой системы выполняет ГОЛЬФСТРИМ.
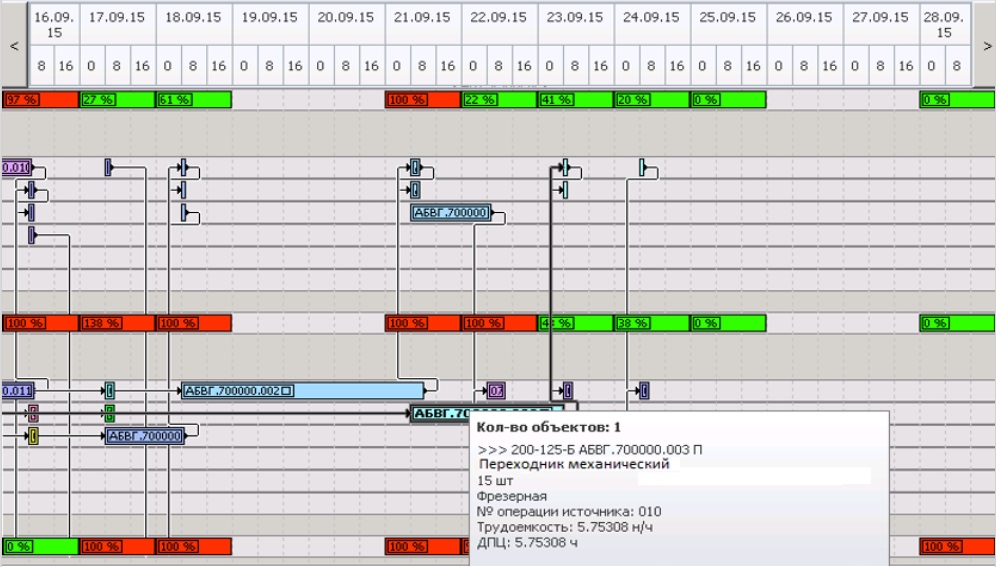
В ГОЛЬФСТРИМ реализована замкнутая трехуровневая система управления. Взаимосвязь между функциями учета, планирования и формирования отчетности на каждом уровне управления обеспечивает актуальность сформированной электронной базы учета в любой момент времени и позволяет получать выборку данных за необходимый плановый период (в разрезе заказа, цеха, участка, рабочего места).
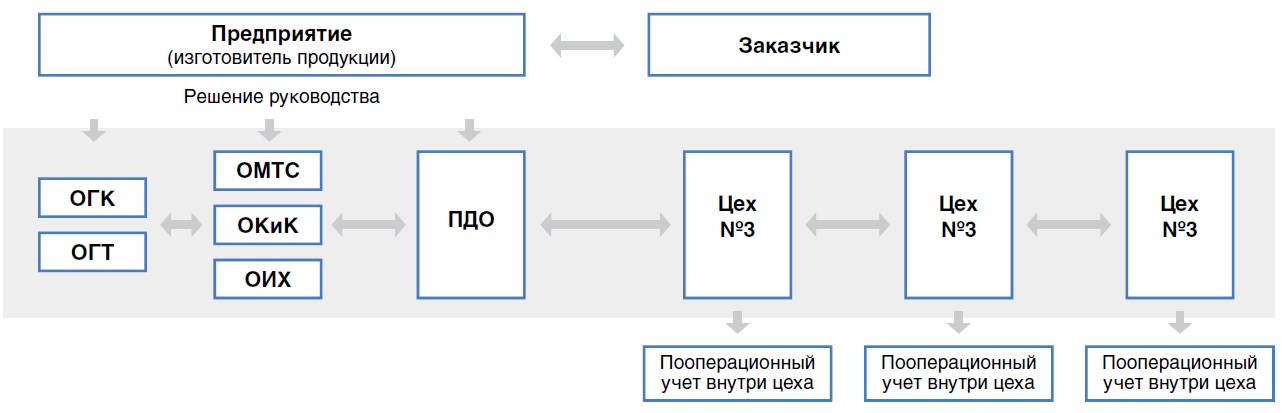
Уровень предприятия
Уровень предприятия обеспечивает планирование и учет взаимоотношений с заказчиками по выпуску продукции, выполнению работ, оказанию услуг. Здесь основная учетная единица — заказ, на основании которого изготавливается продукция к определенному сроку.
Межцеховой уровень
Межцеховой уровень обеспечивает планирование, контроль и учет изготовленной продукции: и деталей, и сборочных единиц, а также учет перемещения продукции и ДСЕ между производственными подразделениями предприятия. Основная учетная единица на этом уровне — партия ДСЕ.
Внутрицеховой уровень
Обеспечивает пооперационный учет изготовления ДСЕ. Основная учетная единица на этом уровне — технологическая операция над партией ДСЕ.
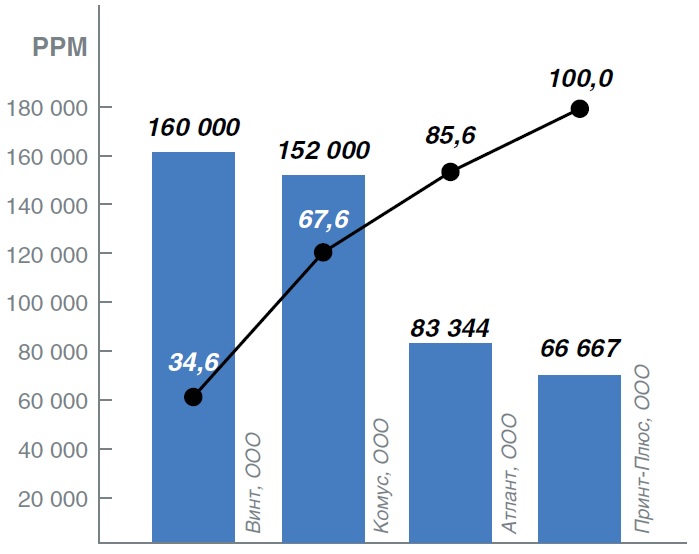
Учет несоответствий в эксплуатации
В процессе эксплуатации изделия могут возникать различные отказы или фиксироваться несоответствия изделия заявленным показателям. Эту информацию можно не просто регистрировать в целях устранения несоответствий и отработки рекламаций, но и накапливать с целью принятия мер по недопущению подобных отказов или несоответствий в будущем в аналогичных или похожих изделиях.
Оригинал статьи опубликован в 20-м выпуске корпоративного журнала АСКОН Стремление.
Читайте также:
- Минпромторг оценил готовность российских предприятий к цифровизации
- Siemens NX CAM: agile для станка
- Будущее производства: какие профессии нужны?
- Завод для двоих
- Создание фрезерного ЧПУ-станка в единой среде Fusion 360 за полгода
- Встать на одну платформу
- Организация управления данными об инструменте на современном предприятии c помощью WinTool
- Индустрия 4.0 вдохновляет на применение станков с ЧПУ в автоспорте
- Циклы мониторинга станков возвращаются к основам
- Autodesk Fusion Production: управление фабрикой в эпоху слияния проектирования и производства
Комментарии (0)
Оставьте комментарий
Авторизуйтесь или Зарегистрируйтесь, чтобы оставить комментарий.